


Ürün Açıklaması
D707 sert dolgu kaynak çubuğu, ağır aşınma koşullarına maruz kalan uygulamalar için özel olarak tasarlanmış bir kaynak malzemesidir. Kaplamanın içine gömülü tungsten karbür parçacıkları içeren, karbon çeliği bir çekirdek üzerinde düşük-hidrojen sodyum tipi bir kaplamaya sahiptir. Kaynak sırasında alaşım elementleri kaplamadan biriktirilen metale aktarılır ve bunun sonucunda son derece yüksek sertliğe ve olağanüstü aşınma direncine sahip bir yüzey katmanı elde edilir.
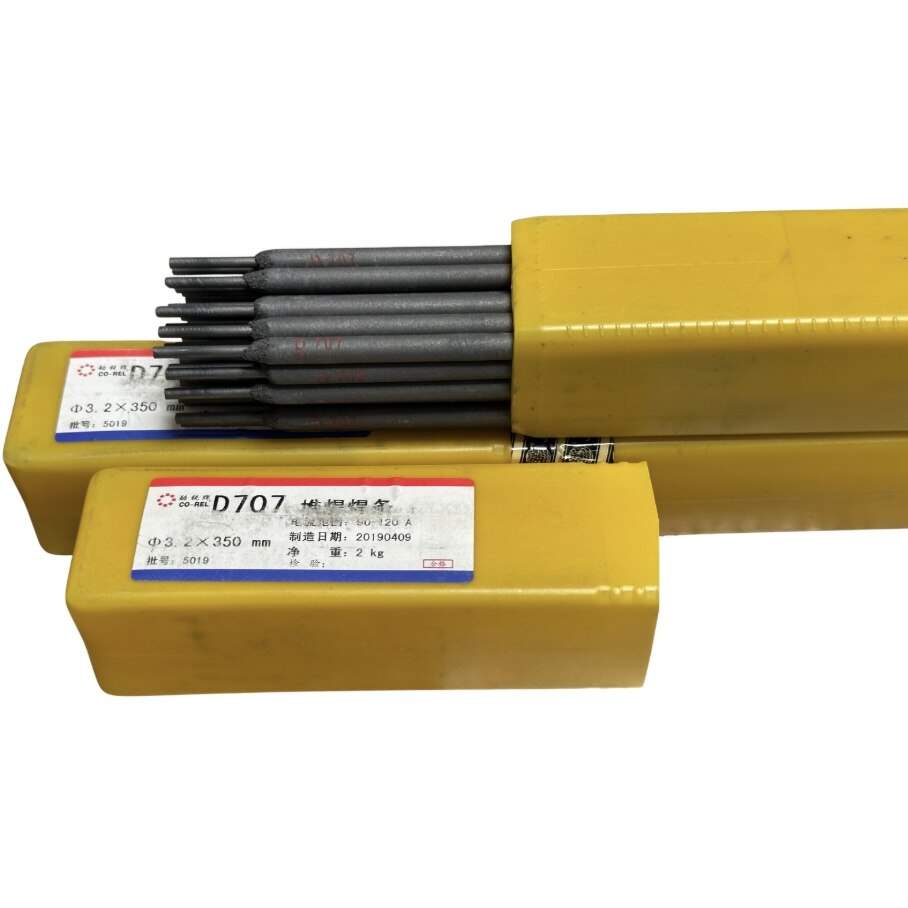
Bu elektrot, Çin GB/T 984 standardındaki EDW-A-15 sınıflandırmasına uygundur. Bu yüksek alaşım içeriği, D707 yüzey katmanının HRC 65-68 gibi yüksek bir sertliğe ulaşmasını sağlar. Kaynak işlemine ilişkin olarak D707 sert dolgu kaynak teli, Pozitif Doğru Akım Elektrodu (DCEP veya DC+) kullanımını gerektirir ve nispeten düşük akımlarla çalıştırılması tavsiye edilir. Örneğin, 3,2 mm çaplı bir elektrot tipik olarak 70-120 Amper kullanırken, 4,0 mm çaplı bir elektrot 140-180 Amper kullanır. Bu parametre seçimi öncelikle elektrotun kaynak sırasında uzun bir manşon oluşturan kalın kaplamasından kaynaklanmaktadır; aşırı akım kaplamanın aşırı ısınmasına, kızarmasına ve küçük parçalar halinde kırılmasına neden olabilir.
Yüzey katmanının yüksek sertliği ve olağanüstü aşınma direnci nedeniyle, D707 sert kaplama kaynak çubuğu, şiddetli aşınmaya dayanıklı mekanik bileşenlerin onarımı ve güçlendirilmesi için yaygın olarak kullanılır. Tipik uygulamalar arasında inşaat malzemeleri endüstrisindeki parçalar (tuğla ve kiremit fabrikalarındaki karıştırıcı bıçakları, burguları ve silindirleri gibi), çimento fabrikası ekipmanları (tepsi bölümleri, ekstrüzyon silindirleri ve kırıcı çekiçler gibi), madencilik makinesi bileşenleri (örneğin ekskavatör kepçesi dişleri, matkap uçları ve oluklar), tarım makinesi parçaları (döner pulluk bıçakları ve kırıcı bileşenleri gibi) ve mühendislik makinelerindeki çeşitli hassas parçalar yer alır. Ayrıca araştırmalar, D707 sert kaplama kaynak çubuğunun 17-4PH paslanmaz çelik üzerine yüksek-sertlikte, aşınmaya-dirençli katmanlar biriktirmek için kullanılabileceğini göstermiştir. Biyonik gradyan sertlik yapısı oluşturmak için bunu geçiş katmanı elektrotlarıyla birlikte kullanarak, yüksek sertlikteki yüzey katmanı ile alt tabaka arasında özellik farklılıklarından kaynaklanan çatlama sorunlarını etkili bir şekilde azaltır.
Önlemler
Kaynak kalitesini sağlamak ve çatlak duyarlılığını azaltmak için-sıkı kaynak öncesi prosedürlere uyulmalıdır. Bu, kaynak çubuğunun en az 1 saat boyunca 300 ila 350 derece arasında pişirilmesini içerir. Ek olarak, temel malzemeye bağlı olarak uygun ön ısıtma gereklidir: örneğin, karbon çeliği tabanlar 300 derecenin üzerinde bir ön ısıtma sıcaklığı gerektirir, düşük- alaşımlı çelik tabanlar 400 derece ila 500 derece gerektirir ve paslanmaz çelik tabanlar 600 derece ila 650 derece gerektirir. Gerilimi azaltmak için düşük alaşımlı ve paslanmaz çelik alt tabakalarda yaklaşık 700 derecede kaynak sonrası tavlama da önerilir.
Mevcut Çap (mm):3.2 / 4.0 / 5.0
Mevduat Metalinin Mekanik Performansı
HRC 65'ten büyük veya eşit
Kimyasal Bileşim (%)
|
C |
W |
Mn |
Si |
Fe |
|
1.5-3.0 |
40.0-50.0 |
2,0'dan küçük veya ona eşit |
4,0'dan küçük veya eşit |
/ |
Kaynak Parametreleri
Mevcut Polarite: DC+
|
Çap (mm) |
3.2 |
4.0 |
5.0 |
|
Akım (A) |
70-120 |
140-180 |
180-230 |





